
Q.1 What do you mean by welding. Briefly classify the welding process.
Ans. Welding is a fabrication or sculptural process that joins materials, usually metals or thermoplastics, by causing coalescence. This is often done by melting the workpieces and adding a filler material to form a pool of molten material (the weld pool) that cools to become a strong joint, with pressure sometimes used in conjunction with heat, or by itself, to produce the weld. This is in contrast with soldering and brazing, which involve melting a lower-melting-point material between the workpieces to form a bond between them, without melting the workpieces.


Q.2 Explain briefly gas welding. Explain types of flames and their application.
Related Questions -
Q. Draw labeled diagram of three types of flames used in Oxyacetylene gas welding. Also give their uses. (AKTU. 2010-11)
Q. Describe the types of flames used in gas welding. What are the applications of each? (AKTU. 2011 - 12)
Ans. Gas Welding: - (AKTU - 2010 - 11, 12 - 13)
The most common gas welding process is oxyfuel welding, also known as oxyacetylene welding. It is one of the oldest and most versatile welding processes, but in recent years it has become less popular in industrial applications. It is still widely used for welding pipes and tubes, as well as repair work. It is also frequently well-suited, and favored, for fabricating some types of metal-based artwork. Oxyfuel equipment is versatile, lending itself not only to some sorts of iron or steel welding but also to brazing, braze-welding, metal heating (for bending and forming), and also oxyfuel cutting.
The equipment is relatively inexpensive and simple, generally employing the combustion of acetylene in oxygen to produce a welding flame temperature of about 3100 °C. The flame, since it is less concentrated than an electric arc, causes slower weld cooling, which can lead to greater residual stresses and weld distortion, though it eases the welding of high alloy steels. A similar process, generally called oxyfuel cutting, is used to cut metals. Other gas welding methods, such as air acetylene welding, oxygen hydrogen welding, and pressure gas welding are quite similar, generally differing only in the type of gases used. A water torch is sometimes used for precision welding of small items such as jewelry. Gas welding is also used in plastic welding, though the heated substance is air, and the temperatures are much lower.
Working Principle: -
The gas welding process involves the ignition of acetylene and oxygen gases, mixed in blow pipe fitted with a nozzle of suitable diameter. The flamed produced is applied to the edges of the joints and to a filler material, which gets melted and runs into the joint. When acetylene is burned in oxygen, a hot flame having a temperature of about 3200 °C is produced.
Types Of Flames: - (AKTU. 2010 -11)
It is an established fact that the properties and nature of the Gas Flame have the maximum effect on Oxy-acetylene Welding. Proper adjustment of the flame leads to successful and efficient welding. This adjustment can be made both in regard to the characteristics and the power of the flame by regulating the pressures of oxygen and acetylene. A Flame in which only acetylene burns is yellow in colour and is of no commercial use, because of its incapability to develop high temperature. The three kinds of Oxy-acetylene Flames, which are used engineering works, are as follows:
1. Oxidising flame 2. Neutral flame 3. Carburising flame

The combustion of gases takes place in two or three stages in these flames. Different types of flames, together with the different terms used in connection with them, are shown in Figure. The Cone or Inner tip is the sharp white portion of the flame which extends just next to the tip of the nozzle.
The maximum temperature is available at the pointed tip or end of this cone. The second stage, or the so-called Brush, or ‘Feather’ is next to the cone and normally occurs in Carburising Flame only. The Outer Envelope is relatively much larger than the other two described above and it acts as a covering for the molten pooi during welding in order to prevent it from being oxidised.
The chemical action that takes place in the flame is that the combustion of gases in the first stage gives Hydrogen
and Carbon monoxide. These products, on receiving oxygen from the atmosphere, burn further to give Carbon dioxide and water vapour or steam which forms the Outer Envelope.
These chemical reactions can be shown through equations as follows:


The flame can be adjusted to have desired atmosphere. The formation of Inner Cone is the result of increasing oxygen pressure. An Oxidising Flame can be attained by increasing the supply of oxygen (i.e. having excess of oxygen than acetylene). Such a flame is normally not required except in case of Brass. If equal quantities of oxygen and acetylene are mixed they produce a Neutral Flame having a well defined white cone. This type of flame has the maximum use many metals can be welded successfully by this flame, as shown in table. A Carburising Flame is one in which the supply of acetylene is in excess as compared to oxygen. The temperature attained by these flames vary from 3100°C to 3500°C and the most commonly used temperature is about 3200°C, which can be attained without any appreciable amount of difficulty. Requirements of different types of Flames for welding of different common metals are given in table.
Types of Flames Required For Different Metals :
S. N. Metal Flame
1. Brass Oxidising
2. Cast Iron Neutral
3. Mild steel ,,
4. Stainless steel ,,
5. Copper ,,
6. Aluminium ,,
7. Nickel ,,
8. Monel metal ,,
9. Lead Carburizing
Q.3. Name the materials which are welded by natural flame. (AKTU. 2011 - 12)
Ans. Cast iron, Mild steel, Copper, Aluminium, Nickle, Molten metal.
Q.4. Explain with suitable applications, the working principle of resistance welding. (AKTU. 2008-09)
Related Questions -
Q. Explain the working principle of resistance welding. Briefly discuss the advantages and disadvantages of it. (AKTU. 2012 - 13)
Ans. Resistance Welding: -

Resistance welding involves the generation of heat by passing current through the resistance caused by the contact between two or more metal surfaces. Small pools of molten metal are formed at the weld area as high current (1000–100,000 A) is passed through the metal. In general, resistance welding methods are efficient and cause little pollution, but their applications are somewhat limited and the equipment cost can be high.
Spot welder: -

Spot welding is a popular resistance welding method used to join overlapping metal sheets of up to 3 mm thick. Two electrodes are simultaneously used to clamp the metal sheets together and to pass current through the sheets. Applying the current for too long can result in molten metal being expelled as weld splash, or can even burn a hole right through the materials being welded. In Fig., a complete secondary resistance spot welding circuit is illustrated.
Principle: -
Resistance spot welding is accomplished when current is caused to flow through electrode tips and the separate pieces of metal to be joined. The resistance of the base metal to electrical current flow causes localized heating in the joint and the weld is made. The resistance spot weld is unique because the actual weld nugget is formed internally with relation to the surface of the base metal. The advantages of the method include efficient energy use, limited workpiece deformation, high production rates, easy automation, and no required filler materials. Weld strength is significantly lower than with other welding methods, making the process suitable for only certain applications. It is used extensively in the automotive industry -ordinary cars can have several thousand spot welds made by industrial robots. A specialized process, called shot welding, can be used to spot weld stainless steel.
Like spot welding, seam welding relies on two electrodes to apply pressure and current to join metal sheets. However, instead of pointed electrodes, wheel-shaped electrodes roll along and often feed the workpiece, making it possible to make long continuous welds. In the past, this process was used in the manufacture of beverage cans, but now its uses are more limited. Other resistance welding methods include flash welding, projection welding, and upset welding.
Defects in Resistance Welding -
- Cracks
- Electrode deposit on work
- Porosity or cavities
- Pin holes
- Improper weld penetration
- Advantages of Resistance Welding -
- Capable of a high degree of process control
- Capable of a high degree of mechanisation
- Good machanical joint properties
- High speed welding
- Easily automated
- Suitable for high rate production
- Economical.
Disadvantages/ Limitations of Resistance Welding -
- High equipment and tooling costs
- Limitations of joint design requirements
- Initial equipment costs
- Lower tensile and fatigue strengths
- Irregular shaped welds.
Q.5 What is electric arc welding? What are the methods of electric arc welding?
(AKTU. 2010 - 11)
(AKTU. 2010 - 11)
Related Questions -
Q. How is an arc obtained in arc welding? (AKTU. 2011 - 12)
Ans. In an arc welding process, the metal is melted by the heat of electric arc.
Working Principle: -
An arc column is produced between an anode, which is a positive pole of DC power supply and a cathode; which is negative pole. When the two conductors of an electric circuit are brought together and kept apart over a small distance (2.0 - 4.0 mm) such that current continues to flow through a path of ionized particles (or gaseous medium) known as plasma, an electric arc is produced. This ionized gas column acts as a high resistance conductor which enables more ions to flow from anode (positive pole) to cathode (negative pole). Heat is liberated when the ions strike the cathode. In this way, electrical energy is converted to heat energy. Temperature developed at the centre of arc is about 6200— 7000°C. The heat of the electric arc raises the temperature of the parent metal which gets melted, forming a pool of liquid metal. The electrode metal used in metal arc welding or welding rod used in carbon-arc welding is also melted and gets embedded into the metal in the shape of globules of the liquid metal. Nearly two-third of the heat is generated at positive pole (anode) and remaining one-third is developed at negative pole (cathode). Therefore the electrode connected to the positive pole will burn out nearly 50 percent faster than the electrode connected to the negative pole. It helps in obtaining the desired penetration of the parent metal (or base metal).
The blast of the arc forces the liquid metal out of pool, thus creating a shallow and small depression in the base (parent) metal around which the liquid (molten) metal is accumulated. This is called ‘arc crater’. Distance between the arc centre from the tip of electrode and the bottom of arc crater is called arc length. Arc length should be 3 to 4mm. The arc can be extinguished by widening the arc sufficiently.
Methods of Arc Welding: -
Arc welding can be accomplished with the following methods:
(1) Metal Arc Welding: -
In this method, a metallic rod is used as one electrode and the work being welded is used as another electrode. Temperature developed during this process is about 2400°C and 2600°C on negative pole and positive pole respectively. During the welding process, metal electrode is melted down by the heat of electric arc and gets fused into the base metal, has forming a solid weld after the metal is cooled. AC and DC both can be used in metal arc welding.

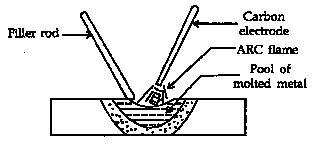
(2) Carbon Arc Welding: -
In this method, the rod of carbon is used as negative electrode while the work being welded is used as positive electrode. The metal is heated to melting point because of arc produced between the two electrodes. The temperature developed at negative electrode is around 3200°C and that developed on positive electrode is about 3900°C. The reason of using carbon as negative electrode lies in the fact that less heat will be developed at the electrode tip than on the workpiece, therefore carbon from the electrode will not get fused and mixed with the base metal. In carbon arc welding process, DC is always used. Since no fixed polarity can be maintained, AC is not recommended in carbon arc welding. This process is best suited to the joints which need only to be melted without the addition of a filler material. Carbon arc welding is used for welding Brass, Bronze, Aluminium, Sheet Steel, Copper Alloys, etc.
(3) Atomic Hydrogen Welding: -
In this process, heat is obtained from an AC arc drawn between two non consumable tungsten electrodes in an atmosphere of hydrogen. When the hydrogen passes through the passage of AC arc, hydrogen molecules are broken down into atoms and then absorb a considerable amount of energy. But when the atoms of hydrogen recombine into molecules just outside the arc, enormous heat of a temperature of around 4000°C is generated. This heat is used to melt the surfaces to be welded, together with the filler material, if used. The envelope of hydrogen provides a shield to the molten metal from atmosphere oxygen and nitrogen and thus prevents the parent metal from oxidation and deterioration. This method is, used mainly for high grade work on stainless steel, alloy steel and non-ferrous metals.

(4) Submerged Arc Welding: -
It is also known as hidden arc or sub-arc welding. This method has been developed for producing high quality butt welds in thick steel plates. In this process, the arc is generated under a layer of protective mineral powder, known as flux. While the weld is being carried out, the arc remains submerged under the mineral powder and is invisible. Proper location of the weld can be adjusted by observing the direction of the wire (filler) and the welded metal. The flux used may be made of silica or metal oxides. The bare electrode can be fed from a reel down through a gun or nozzle.
Advantages: -
Submerged arc welding is much faster than regular arc welding process. Deep penetration with high quality weld is also an advantage. Less distortion takes place from high speed and uniform heat in flow. The operator can work easily even without safety devices.
(5) Metal-Inert-Gas Welding (MIG): -
This is a gas shielded, metal arc welding process which makes use of high heat of an electric arc between a continuously fed, consumable electrode and the metal to be welded. The metal is transferred to the work through a protected arc column. The wire is fed continuously from a reel down through a welding gun to a constant surface which imparts a high intensity current to the wire. The current may range from 100 to 400 ampere, depending on the wire diameter.
The welding gun can be air cooled or water cooled depending on the amount of current being used. A water cooled gun is used with high intensity currents. In metal-inert-gas welding process, the welding area is flooded with inert gas which does not combine with the base metal. The inert gas keeps the atmospheric air away from the hot metal surface during the welding process. Co2 as inert gas is generally used because it is cheaper. CO2 is used while welding steels. Argon or Argon-Helium mixture is used while welding aluminium or copper.

MIG welding process has following advantages:
(a) It requires no flux.
(b) Welding speed in high.
(c) Corrosion resistance is increased.
(d) Automated welding process.
(e) Can be used for welding all metals including stainless steels and aluminium.
(f) Economic.
(6) Gas Tungsten Arc Welding: -

It is also known as TIG. This process uses the heat of an electric arc between a non-consumable tungsten electrode and the metal to be welded. The welding process is shielded with inert gas which may be Helium or Argon or a mixture of both. Argon is heavier and produces better shielding at lower flow rate; therefore it is preferred over Helium. The shielding keeps the atmospheric air away from the hot metal surface during the welding process. Thus shielding gas prevents the contamination of weld metal by the atmospheric oxygen and nitrogen. In TIG welding process, filler material may or may not be used. TIG welding can be used for welding aluminium and its alloys, stainless steel, Mg alloys, Ni-base alloys, Copper base alloys, etc. TIG also finds its application in joining two dissimilar metals, hard facing and metal surfacing. TIG has following advantages:
(a) It gives high quality welds in non-ferrous metals.
(b) No weld cleaning operation is necessary.
(c) Arc and weld pool are visible to the operator.
(7) Plasma Arc Welding: -
Plasma is a high temperature ionized gas column which may occur in any electric arc between two electrodes. Plasma gets hotter by resistance heating from a high intensity current passing through it. If an electric arc is constrained by an orifice, the proportion of ionized gas is increased and thus plasma arc welding is created which results in an intense source of heat because of multiple collisions of electrons within the particles thus providing greater arc stability.
In this welding process, a non-consumable tungsten electrode inside a water cooled nozzle is surrounded by a gas. The gas is forced through an electric arc through small opening at the end of the nozzle. As the gas passes through the electric arc, it gets dispersed thus releasing a lot of energy and raising the temperature up to 14000°C. The prime function of plasma gas is to provide a shielding to the body of the torch from the enormous heat of the cathode. Gas or mixture of gases which do not attack tungsten or cathode, can be used. Most commonly used gasses are Argon and Argon mixtures.
Next Page
Next Page